

1. Características dos materiais de extrusión de precisión especiais de aluminio e aliaxes de aluminio
Este tipo de produto ten unha forma especial, un grosor de parede fino, un peso unitario lixeiro e uns requisitos de tolerancia moi estritos. Estes produtos adoitan denominarse perfís (tubos) de precisión (ou ultraprecisión) de aliaxe de aluminio, e a tecnoloxía para producir tales produtos denomínase extrusión de precisión (ou ultraprecisión).
As principais características das extrusións de precisión especial (ou ultraprecisión) de aliaxe de aluminio son:
(1) Existen moitas variedades, lotes pequenos, e a maioría deles son materiais de extrusión para fins especiais, que se usan en case todos os ámbitos da vida e en todos os aspectos da vida das persoas, incluíndo todos os produtos de extrusión, como tubos, barras, perfís e arames, que involucran diversas aliaxes e estados. Debido á súa pequena sección transversal, grosor de parede fino, peso lixeiro e lotes pequenos, xeralmente non é doado organizar a produción.
(2) Formas complicadas e contornos especiais, na súa maioría perfís ou tubos perfilados, planos, anchos, alados, dentados e porosos. A superficie por unidade de volume é grande e a tecnoloxía de produción é difícil.
(3) Ampla aplicación, rendemento especial e requisitos funcionais. Para cumprir os requisitos de uso do produto, selecciónanse moitos estados de aliaxe, que abarcan case todas as aliaxes desde series de 1××× ata 8××× e ducias de estados de tratamento, con alto contido técnico.
(4) Aspecto exquisito e grosor de parede delgado, xeralmente inferior a 0,5 mm, algúns incluso alcanzan uns 0,1 mm, o peso por metro é só duns poucos gramos a decenas de gramos, pero a lonxitude pode alcanzar varios metros ou incluso centos de metros.
5) Os requisitos de precisión dimensional e tolerancia xeométrica da sección son moi estritos. En xeral, as tolerancias dos perfís de precisión de aliaxe de aluminio pequeno son máis do dobre de estritas que as tolerancias de grao especial nas normas JIS, GB e ASTM. A tolerancia do grosor da parede dos perfís de aliaxe de aluminio de precisión xeral debe estar entre ±0,04 mm e 0,07 mm, mentres que a tolerancia do tamaño da sección dos perfís de aliaxe de aluminio de ultraprecisión pode ser de ata ±0,01 mm. Por exemplo, o peso do perfil de aluminio de precisión utilizado para o potenciómetro é de 30 g/m e o rango de tolerancia do tamaño da sección é de ±0,07 mm. A tolerancia do tamaño da sección transversal dos perfís de aluminio de precisión para teares é de ±0,04 mm, a desviación do ángulo é inferior a 0,5° e o grao de flexión é de 0,83 × L. Outro exemplo é o tubo plano ultrafino de alta precisión para automóbiles, cun ancho de 20 mm, unha altura de 1,7 mm, un grosor de parede de 0,17 ± 0,01 mm e 24 orificios, que son perfís típicos de aliaxe de aluminio de ultraprecisión.
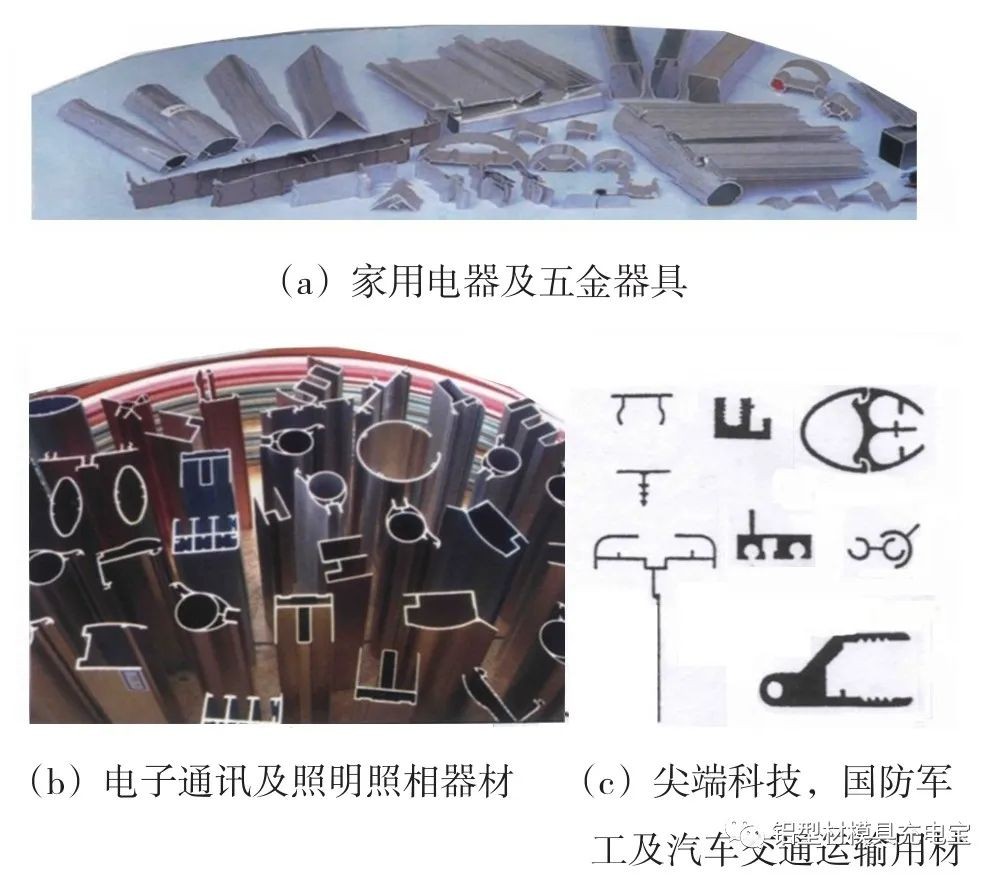
(6) Ten un alto contido técnico e é moi difícil de producir, e require requisitos especiais para equipos de extrusión, ferramentas, lingotes e procesos de produción. A figura 1 é un exemplo da sección dalgúns pequenos perfís de aliaxe de aluminio de precisión.
2. Clasificación dos materiais de extrusión de precisión especiais de aliaxe de aluminio
As extrusións de aliaxe de aluminio de precisión ou ultraprecisión úsanse amplamente en instrumentos electrónicos, equipos de comunicación e ciencia de vangarda, defensa nacional e industria militar, instrumentos mecánicos de precisión, equipos de corrente débil, aeroespacial, industria nuclear, enerxía e potencia, submarinos e barcos, automóbiles e ferramentas de transporte, equipos médicos, ferramentas de hardware, iluminación, fotografía e aparellos electrónicos. En xeral, as extrusións de aliaxe de aluminio de precisión ou ultraprecisión pódense dividir en dúas categorías segundo as súas características de aparencia: a primeira categoría son os perfís con pequenas dimensións. Este tipo de perfil tamén se denomina perfil ultrapequeno ou miniforma. O seu tamaño total adoita ser de só uns poucos milímetros, o grosor mínimo da parede é inferior a 0,5 mm e o peso unitario é de varios gramos a decenas de gramos por metro. Debido ao seu pequeno tamaño, adoitan requirirse tolerancias axustadas. Por exemplo, a tolerancia das dimensións da sección transversal é inferior a ±0,05 mm. Ademais, os requisitos de rectitude e torsión dos produtos extruídos tamén son moi estritos.
O outro tipo son os perfís que non teñen unha sección transversal moi pequena pero que requiren tolerancias dimensionais moi estritas, ou perfís que teñen unha forma de sección transversal complexa e un grosor de parede fino aínda que o tamaño da sección transversal sexa grande. A figura 2 mostra o tubo de forma especial (aluminio puro industrial) extruído por unha empresa xaponesa nunha prensa hidráulica horizontal de 16,3 MN cunha matriz dividida especial para un condensador de aire acondicionado de automóbiles. A dificultade da extrusión deste tipo de perfil non é menor que a do tipo anterior de perfil ultrapequeno. Os perfís extruídos con seccións grandes e requisitos de tolerancia moi estritos non só requiren tecnoloxía avanzada de deseño de moldes, senón que tamén requiren unha tecnoloxía de xestión estrita para todo o proceso de produción, desde a peza en bruto ata o produto acabado.
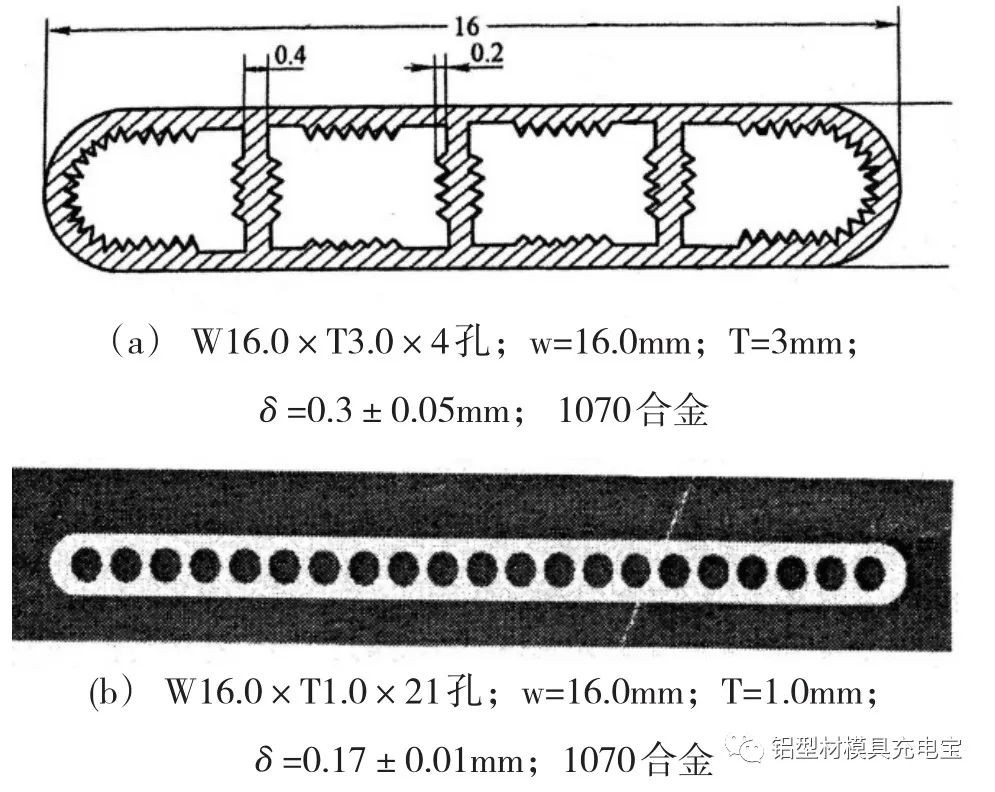
Desde principios da década de 1980, debido á aplicación práctica da tecnoloxía de extrusión continua Conform e ao desenvolvemento da tecnoloxía industrial, a extrusión de perfís pequenos e ultrapequenos desenvolveuse rapidamente. Non obstante, debido a diversas razóns, como as limitacións dos equipos, os requisitos de calidade do produto e os avances na tecnoloxía de extrusión, a produción de perfís pequenos en equipos de extrusión convencionais aínda representa unha gran proporción. A figura 2 mostra os perfís de precisión da extrusión de matrices divididas convencionais. A vida útil do molde (especialmente a resistencia e a resistencia ao desgaste da ponte shunt e o núcleo do molde) e o fluxo de material durante a extrusión convértense nos principais factores que afectan á súa produción. Isto débese a que, ao extruír o perfil, o tamaño do núcleo do molde é pequeno e a forma é complexa, e a resistencia e a resistencia ao desgaste son factores importantes que afectan á vida útil do molde, a vida útil do molde afecta directamente ao custo de produción. Por outra banda, moitos perfís de precisión teñen paredes delgadas e formas complexas, e o fluxo de materiais durante o proceso de extrusión afecta directamente á forma e á precisión dimensional dos perfís.
Para evitar que a película de óxido e o aceite da superficie do lingote penetren no produto e garantir unha calidade uniforme e fiable do produto, o lingote quentado á temperatura establecida pode pelarse antes da extrusión (denominado pelado en quente) e logo colocarse rapidamente no barril de extrusión para a extrusión. Ao mesmo tempo, a xunta extrudida debe manterse limpa para evitar que o aceite e a sucidade se adhiran á xunta durante o proceso de eliminación do exceso de presión despois dunha extrusión e instalación da xunta na seguinte extrusión.
Segundo a precisión dimensional da sección e a tolerancia de forma e posición, a extrusión de aliaxe de aluminio de precisión especial pódese dividir en perfís de aliaxe de aluminio de precisión especial e perfís de aliaxe de aluminio de precisión ultra alta (miniatura) pequenos. En xeral, a súa precisión supera o estándar nacional (como GB, JIS, ASTM, etc.). A precisión ultra alta denomínase perfís de aliaxe de aluminio de precisión especial; por exemplo, se a tolerancia dimensional é superior a ±0,1 mm, a tolerancia do grosor da parede da superficie rota está dentro de ±0,05 mm ~ ±0,03 mm para perfís e tubos.
Cando a súa precisión é máis do dobre que a precisión ultraalta estándar nacional, chámase perfil de aliaxe de aluminio de precisión ultraalta pequena (miniatura), como unha tolerancia de forma de ±0,09 mm, unha tolerancia de espesor de parede de ±0,03 mm ~ ±0,01 mm para un perfil ou tubo pequeno (miniatura).
3. Perspectivas de desenvolvemento de materiais de extrusión de precisión especiais de aluminio e aliaxes de aluminio
En 2017, a produción e vendas de materiais de procesamento de aluminio no mundo superou as 6000 kt/a, das cales a produción e vendas de materiais de extrusión de aluminio e aliaxes de aluminio superaron as 25000 kt/a, o que representa máis do 40 % da produción e vendas totais de aluminio. As barras medianas extruídas de aluminio representaron o 90 %, das cales os perfís e barras xerais e os perfís de construción civil de pequeno e mediano tamaño representaron máis do 80 % das barras, os perfís grandes e medianos e os perfís e barras especiais representaron só arredor do 15 %. Os tubos representan arredor do 8 % do material extruído de aliaxe de aluminio, mentres que os tubos conformados e os tubos especiais especiais representan só arredor do 20 % dos tubos. Do anterior pódese ver que a maior produción e vendas de materiais de extrusión de aluminio e aliaxes de aluminio e os máis utilizados son os perfís de construción civil de pequeno e mediano tamaño, os perfís xerais e as barras e tubos. E os perfís, barras e tubos especiais só representan arredor do 15 %, as principais características destes produtos son: con funcións ou rendemento especiais; Dedicados a un propósito particular; Ter un tamaño de especificación grande ou pequeno; Con precisión dimensional ou requisitos de superficie extremadamente altos. Polo tanto, a variedade é maior e o lote é menor, a necesidade de aumentar os procesos especiais ou engadir algúns equipos e ferramentas especiais, a produción é difícil e o contido técnico é alto, o custo de produción aumenta e o valor engadido aumenta.
Co progreso da ciencia e a tecnoloxía e a mellora continua do nivel de vida das persoas, propuxéronse requisitos cada vez maiores para a produción, a calidade e a variedade de produtos de extrusión de aluminio e aliaxes de aluminio, especialmente nos últimos anos, a aparición da personalización do produto promoveu o desenvolvemento de perfís e tubos especiais con características personalizadas e usos específicos.
Os perfís de ultraprecisión úsanse amplamente en instrumentos electrónicos, comunicacións, equipos postais e de telecomunicacións, maquinaria de precisión, instrumentos de precisión, equipos de corrente débil, industria aeroespacial, submarinos e barcos nucleares, industria automotriz e outros campos de pezas de parede delgada e sección pequena moi precisas. Normalmente, os requisitos de tolerancia son moi estritos; por exemplo, a tolerancia ao tamaño do contorno da sección é inferior a ±0,10 mm e a tolerancia ao grosor da parede é inferior a ±0,05 mm. Ademais, a planitude, a torsión e outras tolerancias de forma e posición dos produtos extruídos tamén son moi estritas. Ademais, no proceso de extrusión de perfís especiais de aliaxe de aluminio de ultraprecisión pequena, o equipo, o molde e o proceso teñen requisitos moi estritos. Debido ao rápido desenvolvemento da industria moderna, a defensa nacional de vangarda e a investigación científica e outras empresas, así como á mellora do grao de personalización, o número, a variedade e a calidade dos pequenos perfís de ultraprecisión son cada vez maiores, aínda que nos últimos anos desenvolvéronse e produciuse unha gran cantidade de perfís de aliaxe de aluminio de ultraprecisión de pequena calidade, pero aínda non se poden satisfacer as necesidades do mercado. En particular, aínda existe unha gran brecha entre a tecnoloxía e os equipos nacionais para a produción de pequenos perfís de aliaxe de aluminio de ultraprecisión e o nivel avanzado internacional, que non poden satisfacer a demanda do mercado nacional e estranxeiro e deben ser alcanzados.
4. Conclusión
A extrusión de precisión especial de aluminio e aliaxes de aluminio (perfis e tubos) é un tipo de forma complexa, grosor de parede fino, tolerancia dimensional e requisitos de precisión de forma e posición moi esixentes, alto contido técnico, produción difícil de materiais de alta calidade, é un material clave indispensable para a economía nacional e a defensa nacional, ampla gama de usos e perspectivas de desenvolvemento prometedoras do material. A produción deste produto ten requisitos especiais para lingotes, ferramentas e equipos de extrusión e procesos de extrusión, e débese resolver unha serie de problemas técnicos clave para obter produtos excelentes en lotes.
Editado por May Jiang de MAT Aluminum
Data de publicación: 07-04-2024



